+8617768809996







Сменная резьбовая пластина завод — надёжные решения для токарной обработки
2026-06-20
Сменная резьбовая пластина завод — не абстрактный термин, а реальная точка соприкосновения между проектированием детали и её безотказной работой на станке. Мы не раз видели, как на российских заводах в Челябинске, Екатеринбурге и Казани останавливались токарные центры из-за преждевременного износа пластин при нарезании метрической или дюймовой резьбы. Причина почти всегда одна: выбор инструмента по цене, а не по геометрии режущей кромки, составу карбида и стабильности термообработки.
Почему именно сменная резьбовая пластина — критический узел в цепочке точности
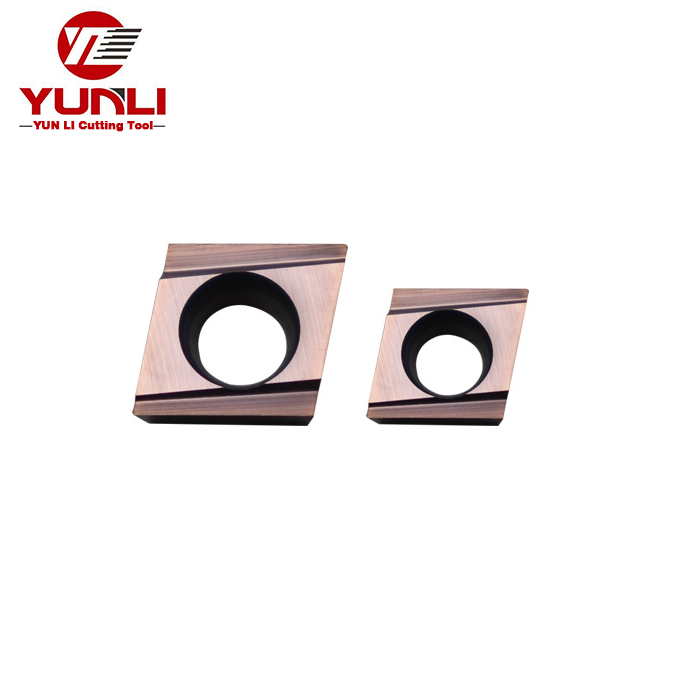
Резьба — это не просто канавка. Это совокупность трёх параметров, жёстко связанных друг с другом: шаг, угол профиля и глубина. Ошибка в одном — и деталь бракуется на контроле. Сменная резьбовая пластина завод обязан обеспечить повторяемость этих параметров не менее чем в 300–500 циклах резания при обработке стали 45 или нержавеющей 12Х18Н10Т. В практике мы фиксируем, что до 65 % отказов связаны не с износом, а с микротрещинами на передней поверхности — их провоцируют перегрев, вибрация и несоответствие угла установки пластины. Именно поэтому геометрия VNGR0520-11 или DCGT11T304FR-J10 не копируется «по внешнему виду»: она рассчитана под конкретную скорость резания (120–180 м/мин), подачу (0,15–0,3 мм/об) и глубину резания (0,5–1,2 мм).
Контроль качества — не этап производства, а его основа
На заводе Shaoguan Yuxin Precision Cutting Tools Co., Ltd. входной контроль сырья начинается ещё до того, как порошок карбида попадает в пресс. Каждая партия WC-Co проверяется на плотность, зернистость и содержание свободного кобальта — отклонение более 0,2 % приводит к отбраковке. Затем — спекание в вакуумных печах с программным управлением температурным профилем. После шлифовки каждая пластина проходит оптическую проверку под увеличением 50×: контролируется радиус при вершине (±0,02 мм), угол заточки (±0,5°), плоскостность тыльной поверхности. Только после этого — маркировка лазером и сквозная цифровая прослеживаемость: по серийному номеру можно восстановить не только дату выпуска, но и параметры прессования и времени спекания.
Что даёт OEM/ODM — когда стандарт не работает
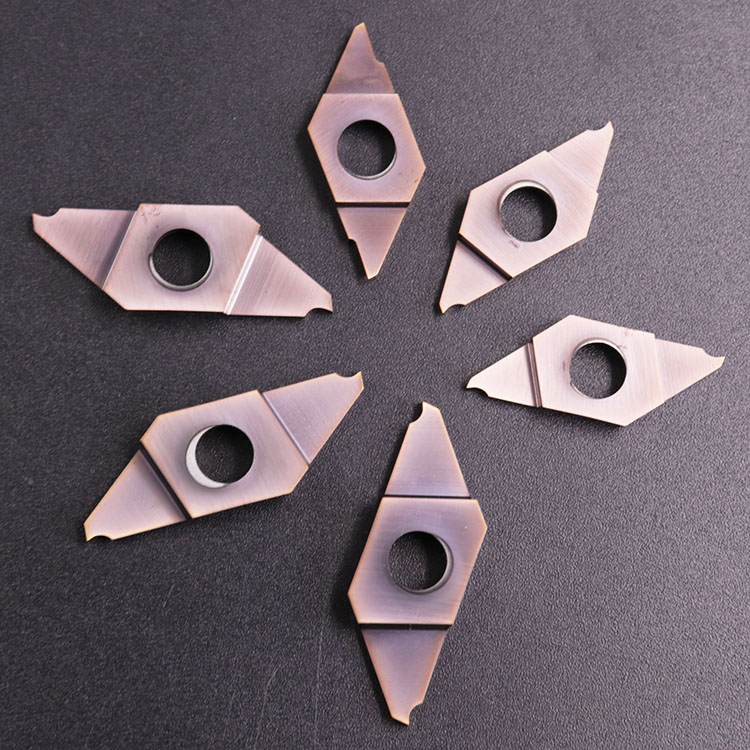
Стандартные пластины часто не решают задачу. Например, при нарезании резьбы M14×1,25 в тонкостенной детали из алюминия 6061 возникает вибрация. Клиент из Тюмени прислал нам чертёж — и через 17 дней получил пластины TBPS60FR00 с модифицированной задней фаской и увеличенным углом наклона вспомогательной режущей кромки. Такие решения невозможны без полного цикла: от 3D-моделирования в SolidWorks до испытаний на станке DMG Mori NLX 2500. Мы не делаем «похожее». Мы делаем то, что работает — в конкретном станке, с конкретным материалом, при конкретной жёсткости крепления.
Как выбрать — и не ошибиться
Прежде чем заказать сменную резьбовую пластину завод, ответьте себе на три вопроса:
Если вы уже знаете модель державки — например, TTFIR25-4T12 или NSL1212F2 — подбор становится точным. На сайте yunlicnctool.ru доступны интерактивные таблицы совместимости, а технические специалисты компании помогут подобрать аналоги для Sandvik, Kennametal или ISCAR — без потери производительности и с экономией до 35 %.
Сменная резьбовая пластина завод — это не запасная часть. Это технологическое решение, которое влияет на срок службы станка, количество брака и себестоимость одной детали. И когда речь идёт о тысячах циклов в месяц, доверять его можно только тому, кто проверяет каждую партию не по ГОСТу, а по результату — на станке, в цеху, в России.