+8617768809996








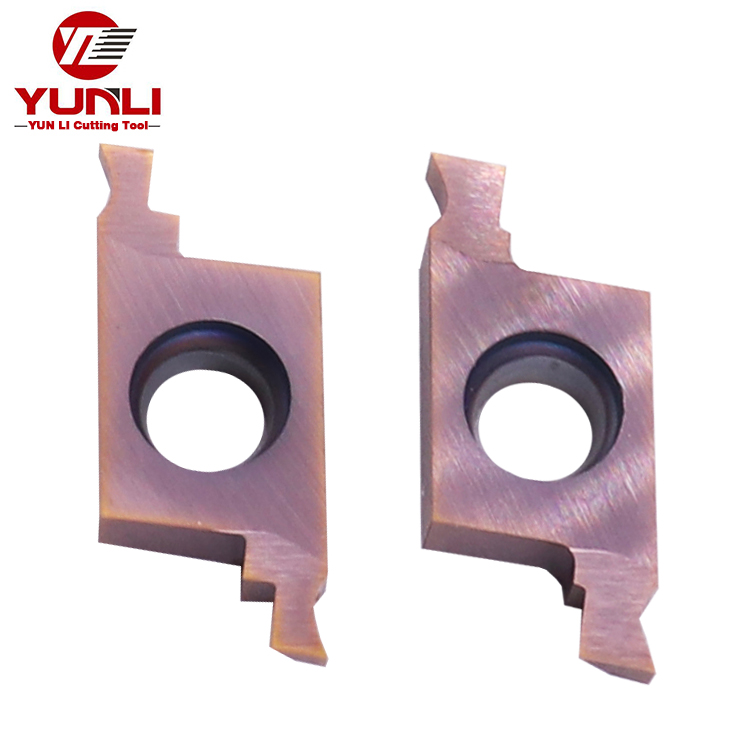
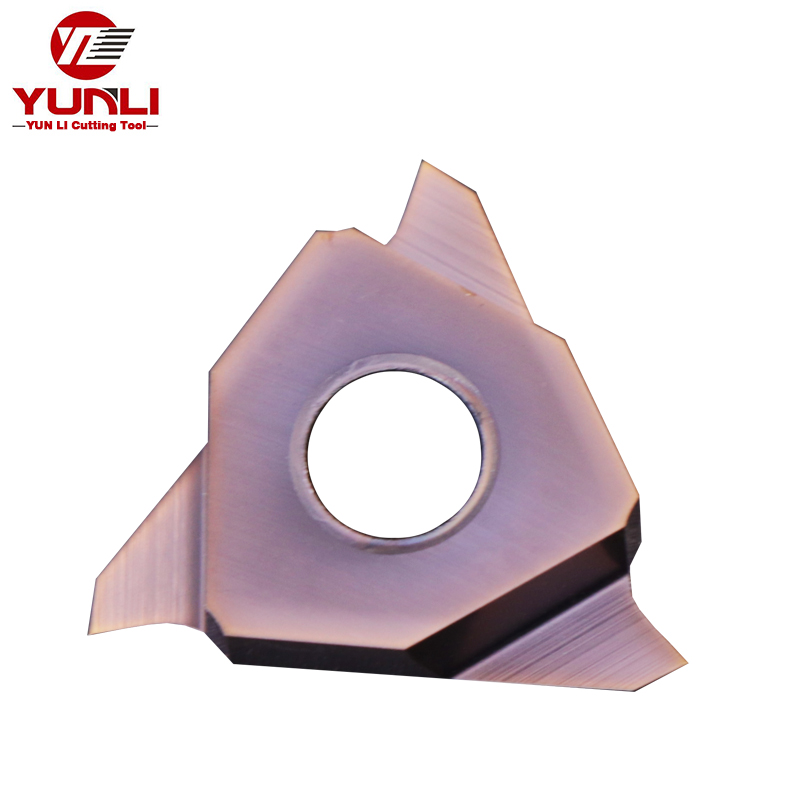
пластина 327R14-28 60002-GM
Сразу скажу, что пластина 327R-GM – это не совсем 'горячая новинка'. Но даже в эпоху, когда на рынке постоянно появляются новые материалы и технологии, этот тип инструмента продолжает оставаться востребованным. Часто встречаю недоумение у новых мастеров: зачем вообще использовать такие, казалось бы, 'устаревшие' инструменты, когда есть более современные аналоги? Постараюсь поделиться своим опытом, расскажу, где и как я их применял, и в каких случаях они по-прежнему выигрывают.
Что такое пластина 327R-GM и для чего она используется?
Прежде всего, стоит понимать, что это внутренний режущий инструмент, чаще всего применяемый на токарных станках. Конкретно, пластина 327R-GM – это, как правило, инструмент для обработки внутренних поверхностей деталей, в основном, для токарной обработки конических отверстий, канавок, а также профильных поверхностей. Нумерация 327R14-28 указывает на конкретные размеры и геометрию, а **60002-GM** – это, скорее всего, артикул производителя. Поиск точной спецификации по этому артикулу порой бывает проблематичным, но общая конструкция и область применения достаточно хорошо известны.
Я работал с подобными пластинами в основном для производства деталей двигателей внутреннего сгорания. В частности, для изготовления внутренних конических отверстий в коленчатых валах. Иногда их используют для фрезеровки внутренних канавок в различных деталях, например, в корпусах насосов или гидравлических компонентах. Важно отметить, что пластина 327R-GM часто используется в сочетании с различными резцами – внутренними или внешними, в зависимости от требуемой геометрии поверхности. Выбор резца – критически важный фактор, влияющий на качество и скорость обработки.
Преимущества и недостатки пластины 327R-GM по сравнению с современными аналогами
Основное преимущество – это, пожалуй, надежность и проверенная временем конструкция. В отличие от некоторых более современных инструментов, которые могут быть более чувствительны к условиям обработки или требовать более сложной настройки, пластина 327R-GM – более 'устойчивый' инструмент. Он хорошо справляется с большими скоростями резания и не так быстро изнашивается, особенно при правильном выборе режимов резания. Кроме того, они обычно дешевле, что особенно важно при массовом производстве.
Но есть и недостатки. Во-первых, эффективность резания, как правило, ниже, чем у инструментов с более сложной геометрией. Во-вторых, требуется более тщательный контроль режимов резания, чтобы избежать перегрева и преждевременного износа. И в-третьих, точность обработки, как правило, немного уступает более современным инструментам с применением, например, систем динамической компенсации вибраций.
Режимы резания и выбор инструмента для пластины 327R-GM
Режимы резания при использовании пластины 327R-GM должны быть подобраны с учетом материала детали и требуемой точности. Как правило, используются умеренные скорости резания и подачи. При обработке черных металлов можно использовать подачу 0.05-0.1 мм/об, а при обработке нержавеющих сталей – 0.03-0.08 мм/об. Очень важно использовать смазочно-охлаждающую жидкость (СОЖ) для снижения трения и отвода тепла.
Выбор резца - это отдельная тема. Я обычно использую внутренние резцы из быстрорежущей стали (HSS) или твердого сплава (Carbide). Для обработки мягких металлов достаточно HSS, а для обработки твердых материалов, таких как закаленная сталь, лучше использовать резцы из твердого сплава. Форма резца также играет важную роль. Выбор формы зависит от геометрии обрабатываемой поверхности. Например, для обработки конических отверстий обычно используют конические резцы, а для обработки канавок – резцы с плоской или радиусной рабочей поверхностью. Иногда использовали резцы с канавками, но они требовали очень тщательного охлаждения.
Опыт работы: обработка конических отверстий пластиной 327R-GM
Один из самых запоминающихся проектов – изготовление коленчатых валов для небольшого двигателя. Использовали пластину 327R-GM для обработки внутренних конических отверстий под подшипники. Проблема заключалась в высокой точности обработки и необходимости минимизировать остаточные напряжения в детали. Мы добились хороших результатов, соблюдая строгие режимы резания и используя СОЖ с высокой смазывающей способностью. Пришлось повозиться с контролем вибраций на станке, но в итоге получили детали с требуемой геометрией и высокой точностью.
Были и неудачи. Однажды при обработке детали из закаленной стали, из-за неправильно подобранных режимов резания, резьба пластины 327R-GM быстро затупилась. Пришлось заменить инструмент и пересчитать режимы резания. Этот случай подчеркнул важность понимания свойств обрабатываемого материала и правильного выбора параметров резания.
Альтернативы и перспективы
Конечно, сейчас на рынке представлено множество альтернативных инструментов. Например, можно использовать специальные инструменты с твердосплавным покрытием, которые обеспечивают более высокую износостойкость. Или использовать инструменты с системой динамической компенсации вибраций. Однако, для многих задач, пластина 327R-GM по-прежнему остается вполне адекватным и экономически эффективным решением.
Что касается будущего, то я думаю, что старый добрый инструмент пластина 327R-GM ещё долго будет использоваться в различных отраслях промышленности. Потому что он надежен, проверен временем и, при правильном использовании, способен обеспечить высокое качество обработки.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Токарные пластины 327R14-3530002-GMM
Токарные пластины 327R14-3530002-GMM -
 Токарные пластины A-G150N-S
Токарные пластины A-G150N-S -
 Державка S16-SVNFR11
Державка S16-SVNFR11 -
 Державка KFMSR2020K2530-3
Державка KFMSR2020K2530-3 -
 Токарные пластины GVR125-050S
Токарные пластины GVR125-050S -
 Токарные пластины TKFT12LA6000
Токарные пластины TKFT12LA6000 -
 Токарные пластины GBA43R350-030
Токарные пластины GBA43R350-030 -
 Токарные пластины DNGG150404R
Токарные пластины DNGG150404R -
 Державка MG-S16-24-07R
Державка MG-S16-24-07R -
 Токарные пластины GIPA4.00-0.4
Токарные пластины GIPA4.00-0.4 -
 Токарные пластины N151.2-250-4E
Токарные пластины N151.2-250-4E -
 Токарные пластины DCGT070204R-A3
Токарные пластины DCGT070204R-A3
Связанный поиск
Связанный поиск- Фабрики по производству фрез с расточной головкой в Китае
- Производители держателей для инструментов с ЧПУ купить
- пластина твердосплавная резьбовая
- Цены на держатели лезвий в Китае
- Поставщики цилиндрических токарных хвостовиков
- Китайские цены на пластины из карбида вольфрама для металлорежущих инструментов
- Завод по закупке основных режущих инструментов
- Китайские производители резьбовых пластин из карбида вольфрама
- Производители которые покупают режущий инструмент на станки
- Китайские производители твердосплавных пластин для металлорежущих инструментов